Технология производства резиновой плитки
Содержание:
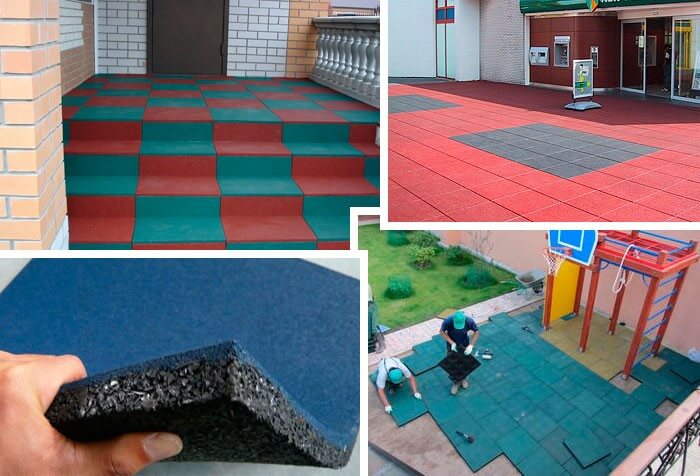
Изготовление тротуарной плитки из резиновой крошки набирает все большую популярность за счет низкой себестоимости при высоком качестве готовой продукции, которую также выгодно отличают хорошие эксплуатационные характеристики.
Преимущества резинового покрытия
Плитка из резиновой крошки смело выдерживает конкуренцию благодаря ряду положительных моментов:
- Высокая степень эластичности делает ее травмобезопасной. Именно поэтому она рекомендована для обустройства детских игровых площадок, дорожек в парке.
- Отличная износоустойчивость, способность выдерживать большие нагрузки. Это достигается за счет использования в производстве переработанных шин высокого качества.
- Эстетическая привлекательность покрытия обеспечивается безопасными для здоровья красителями. Важно то, что плитка не выгорает под солнцем.
- Универсальность производства позволяет удовлетворить потребности заказчика, предоставив ему продукцию заданных параметров: определенного размера, толщины.
- Устойчивость к температурным перепадам как суточным, так и сезонным, гигроскопичность. Эти свойства помогают покрытию сохранять свой первоначальный вид долгое время.
- Противоскользящий эффект. Зимой плитка из резиновой крошки остается чистой, без наледи, так как даже при незначительной нагрузке ледяная корка растрескивается.
- Простота и удобство монтажа. Укладка такого покрытия не требует специальных навыков, инструментов.

Технология изготовления плитки из резиновой крошки
Весь процесс можно разделить на следующие этапы:
Этап 1: подготовительный
Как для любого производственного процесса, требуется подготовка сырья для работы. В данном случае понадобится резиновая крошка, мелкой фракции. Можно заказать ее на перерабатывающем предприятии. В целях же снижения цены готовой продукции используют отработанный материал, автомобильные покрышки, уже отслужившие свой срок. В этом случае из скатов удаляют металлические нити корда, после чего измельчают.
Этап 2: получение специальной смеси для работы
Основными компонентами раствора выступают резиновая крошка, связующий полиуретановый состав и пигменты. Последние добавляются для придания покрытию декоративного оттенка. Все составляющие берутся в строго определенном соотношении.
Оборудование, которым потребуется запастись на данном шаге, является промышленный смеситель. Он представляет собой вращающуюся емкость с лопастями, который призван обеспечивать тщательное перемешивание компонентов. От этого зависит качество продукции. Как правило, для смешивания достаточно 20 минут. Но во многом на время этого процесса влияет объем емкости и производительность двигателя оборудования.
Этап 3: запекание готовой смеси
Подготовленный раствор выкладывается в формы и затем отправляется в вулканизирующий пресс. Длительность запекания зависит от того, какой тип технологии применяют – горячий или холодный.
Для получения цветной резиновой плитки используют пигментные вещества, стоящие немало. Чтобы снизить цену на такую продукцию, применяют метод послойного выполнения: наливают тонкий слой пигментов, на него выливают раствор без красителей, и все это вулканизируют.
Виды технологии производства резиновой плитки
Существуют два способа получения продукции: холодный и горячий. Рассмотрим их:
- Горячий метод выполнения предполагает процесс вулканизации в прессе под воздействием температуры в пределах 140 °C, при этом время на обработку занимает не больше 30 минут. Этот метод требует меньше финансовых и временных затрат, поэтому считается более экономным.
Отличительные черты горячего метода:
- Короткий период изготовления;
- Низкая цена готового продукта;
- Возможность увеличения производительности путем приобретения дополнительных недорогих пресс-форм;
- Такое покрытие не так устойчиво к воздействию низкой температуры.
- Холодная технология основывается на вулканизации при диапазоне температуры 80°C в течение нескольких часов. Для такого процесса необходимы дополнительные термошкафы.
Комментарии